
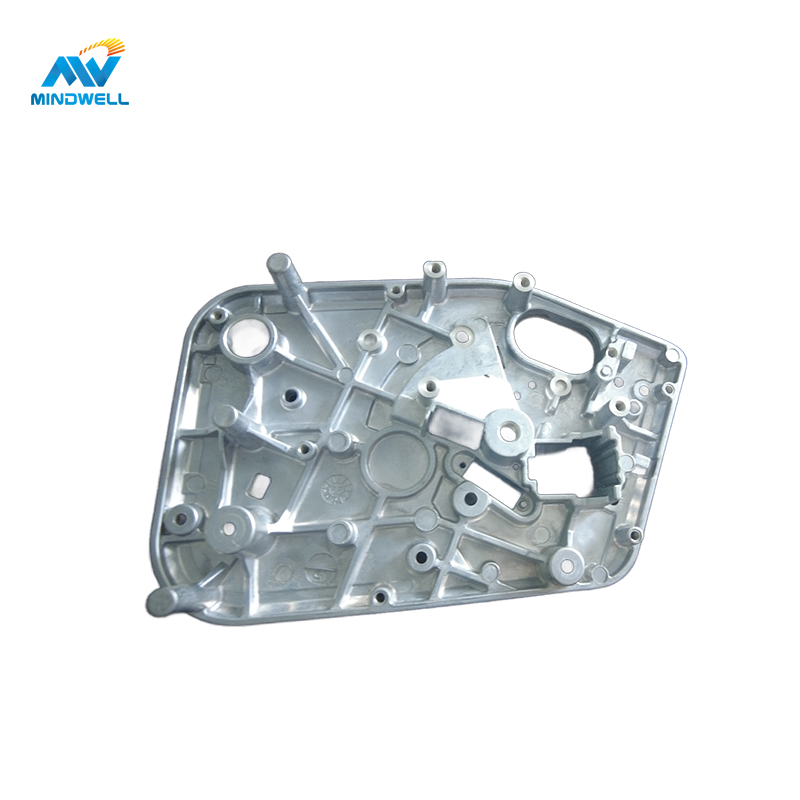
Uma técnica de produção muito eficaz e adaptável, fundição injectada de alumínio a alta pressão é utilizada para criar com precisão componentes de alumínio complexos e pormenorizados. Como pode produzir formas complexas, tolerâncias precisas e produtos finais de alta qualidade, esta tecnologia tornou-se mais popular numa variedade de sectores. Os princípios, vantagens e utilizações da fundição injectada de alumínio a alta pressão serão abordados neste artigo.
o que é o processo de fundição de alumínio de alta pressão?
Uma técnica de fabrico sofisticada, designada por fundição sob pressão de alumínio de alta pressão, é utilizada para criar com precisão componentes metálicos complexos e detalhados. Para criar formas complexas e tolerâncias precisas, o alumínio fundido é injetado sob alta pressão numa cavidade do molde. Preparar o molde, injetar o alumínio fundido, arrefecer e solidificar, e ejetar a peça fundida são os passos essenciais no processo de fundição de alumínio a alta pressão.
A principal caraterística da fundição injectada de alumínio a alta pressão é a sua elevada pressão e velocidade de injeção, que permite que o metal preencha rapidamente os cantos do molde e produza peças com um elevado grau de precisão e densidade. A maior parte das peças fundidas sob pressão não necessitam de ser rebarbadas, perfuradas ou roscadas depois de produzidas.
Além disso, uma vez que o alumínio é muito forte e leve, as peças fundidas sob pressão em alumínio de alta pressão podem substituir algum aço num produto, reduzindo o seu peso total sem sacrificar a sua resistência.
Processo de fundição sob pressão de alumínio de alta pressão:
Preparação do molde:
O primeiro passo do processo consiste em criar um molde metálico com a forma do componente necessário. Este molde é normalmente feito de aço ou ferro. A elevada pressão e temperatura envolvidas no processo de fundição destinam-se a ser toleradas pelo molde.
O alumínio fundido é injetado.
O alumínio é derretido num forno e depois vertido no molde a uma pressão muito elevada, frequentemente entre 1500 e 25.000 psi (libras por polegada quadrada). O alumínio também pode ser reciclado. Esta pressão elevada garante que o metal se funde totalmente nas cavidades do molde.
O processo de arrefecimento e solidificação.
O alumínio fundido é deixado arrefecer e solidificar após o enchimento do molde, assumindo a forma do molde durante este processo. Para garantir as qualidades correctas do material e evitar falhas, o processo de arrefecimento é meticulosamente regulado.
Remoção da peça fundida:
O componente de alumínio recém-formado é libertado do molde depois de ter solidificado. Depois disso, o molde pode ser utilizado novamente para mais peças fundidas.
Como funciona o processo de fundição a alta pressão?
- Depois de ser aquecido até ao seu ponto de fusão, o metal fundido transforma-se num líquido.
- A alta pressão é utilizada durante todo o processo de fundição injectada para forçar rapidamente o metal líquido para dentro da cavidade precisa do molde metálico.
- O metal fundido arrefece e solidifica sob pressão para criar a peça fundida desejada.
- Abrir o molde de fundição injectada, retirar a peça fundida e terminar o processo de fundição injectada depois de o metal líquido ter endurecido completamente.
As duas técnicas fundamentais para a produção de fundição injectada de alumínio a alta pressão são a fundição injectada em câmara fria e a fundição injectada em câmara quente. O metal fundido é vertido na câmara de pressão de uma máquina de fundição injetada com câmara fria utilizando um sistema de verter manual ou automatizado. O metal é então forçado hidraulicamente para dentro da cavidade do molde pelo punção de injeção à medida que este avança. A câmara de pressão no método de fundição injetada com câmara quente é posicionada perpendicularmente ao cadinho. O metal fundido entra automaticamente na câmara de pressão através da porta de alimentação e o punção de injeção desce para forçar o metal fundido a entrar na cavidade do molde.
Vantagens da fundição injectada de alumínio a alta pressão:
- Elevada precisão e densidade: A injeção de alta pressão pode garantir uma elevada precisão e densidade nas peças fundidas de alumínio, resultando em produtos de maior qualidade.
- Ideal para fundições maciças de alumínio: podem ser produzidas grandes fundições de alumínio utilizando a técnica de fundição injectada de alumínio a alta pressão, o que a torna perfeita para utilização em grandes aplicações industriais.
- Elevada eficiência de produção: A fundição injectada de alumínio pode produzir constantemente um grande número de artigos e aumentar a eficiência da produção, uma vez que pode solidificar rapidamente sob alta pressão para formar o produto necessário.
- Custos de produção mínimos: O método de fundição de alumínio envolve a injeção de metal fundido num molde, que rapidamente se solidifica sob alta pressão para criar o resultado desejado. O custo de produção é barato porque esta tecnologia pode criar um grande número de componentes de pequena e média dimensão, poupando muita energia e recursos.
- Elevada precisão de fabrico: A precisão dos produtos fabricados pode aproximar-se dos níveis milimétricos, uma vez que a fundição injectada de alumínio a alta pressão é produzida de forma totalmente automatizada.
- Qualidade estável do produto: A tecnologia de processamento da fundição injectada de alumínio pode eliminar o trabalho manual e evitar problemas com a qualidade do produto provocados por factores humanos. Simultaneamente, cada etapa do processo de fabrico, incluindo a escolha das matérias-primas, garante que os produtos são do mais alto calibre.
- A fundição injectada de alumínio tem um tempo de ciclo rápido e uma grande eficiência de produção quando comparada com outros métodos de fabrico. Na maioria dos casos, todo o processo, desde a conceção do produto até ao fabrico, demora apenas algumas semanas. A eficiência de produção da empresa pode ser significativamente aumentada por este ciclo de fabrico rápido.
- Elevada plasticidade: Podem ser produzidos produtos de várias formas utilizando o processo de fundição injectada de alumínio. Além disso, a fundição injectada de alumínio precisa pode satisfazer as exigências de formas de produtos das várias indústrias devido à elevada plasticidade do alumínio.
- Proteção ambiental e conservação de energia: O método de fabrico da fundição de alumínio utiliza liga de alumínio fundido em vez de solventes perigosos, adesivos ou outros produtos químicos, o que satisfaz as normas ambientais e de conservação de energia. Para conseguir a reciclagem de recursos e reduzir os custos de fabrico, os resíduos de alumínio também podem ser reciclados enquanto o produto está a ser fabricado.
Fundição injectada de alumínio de alta pressão vs. baixa pressão
O alumínio e outros metais são fundidos através de dois processos diferentes: fundição sob pressão de alta pressão (HPDC) e fundição sob pressão de baixa pressão (LPDC). A pressão utilizada durante o processo de fundição é onde estas técnicas mais divergem.
Fundição injectada a alta pressão (HPDC):
Processo:
- No HPDC, o metal fundido é injetado a alta velocidade e pressão numa cavidade de molde de metal.
- A alta pressão é mantida durante todo o processo de solidificação para garantir a formação de peças fundidas detalhadas e precisas.
Pressão:
Normalmente, a fundição sob pressão de alta pressão envolve pressões que variam de 10.000 a 30.000 psi (70 a 200 MPa).
Vantagens:
- Altas taxas de produção: A HPDC é conhecida pela sua capacidade de produzir rapidamente grandes quantidades de peças complexas e de elevada integridade.
- Excelente precisão dimensional e acabamento superficial.
- Adequado para desenhos de paredes finas e complexos.
Desvantagens:
- Os custos de equipamento podem ser relativamente elevados.
- Tooling costs are significant.
- Limited to smaller casting sizes compared to low-pressure processes.
Die Casting at Low Pressure (LPDC):
Method:
Melted metal is poured into the mold using a regulated low-pressure mechanism in LPDC.
Usually, throughout the casting process, the pressure is kept at a lower level.
Apply pressure:
Generally speaking, LPDC operates at lower pressures, between a few hundred and several thousand psi (about 0.07 and 3 MPa).
Benefits
- less expensive tools and equipment than high-pressure procedures.
- Ideal for bigger, more substantial castings.
- Reduced turbulence in the molten metal may lead to a decrease in the number of gas porosities.
Drawbacks:
- lower output rates in contrast to die casting at high pressure.
- may not be able to achieve elements that are really complex and elaborate.
A number of variables, including the part’s size and complexity, production volume, financial concerns, and necessary material qualities, must be taken into account when deciding between high-pressure and low-pressure die casting. Low-pressure die casting could be more appropriate for bigger, simpler parts with lower production quantities, whereas high-pressure die casting is often used for high-volume manufacturing of smaller, intricate components. The choice of procedure is contingent upon the particular demands of the casting project, since each method has a unique combination of benefits and drawbacks.
Why is aluminum material suitable for high-pressure die casting?
The reasons why aluminum materials are suitable for high-pressure die-casting are as follows:
- Low melting point: Aluminum has a relatively low melting point, about 660°C, which makes it easy to melt and inject into molds under high pressure.
- Good fluidity: Aluminum has good fluidity and can be smoothly injected into fine parts of the mold under high pressure to obtain a complete product.
- Good corrosion resistance: Aluminum is a corrosion-resistant material that does not easily react with oxygen, carbon dioxide, water, and other substances in the air, so it can maintain its performance and appearance for a long time.
- Moderate density: The density of aluminum is relatively low, about 2.7 g/cm2, which means aluminum products are lightweight and easy to transport and use.
- Recyclable: Aluminum is a recyclable material that meets the requirements of sustainable development.
- To sum up, the reason why aluminum material is suitable for high-pressure die-casting is mainly due to its low melting point, good fluidity, good corrosion resistance, moderate density and recyclability.
High-Pressure Aluminum Die Casting Applications:
Automobile Sector:
Automobile structural elements, engine components, and gearbox cases benefit from high-pressure die-cast aluminum’s strength and lightweight qualities.
Electronics for consumers:
This method is often used to create housings for complex components such as heat sinks and electrical gadgets.
Airspace:
High-pressure die-cast aluminum is lightweight and strong, making it a great choice for a variety of aviation components, including housings and structural sections.
Engineering in general:
A large variety of components for tools, machinery, and industrial equipment may be produced because to the process’s adaptability.
A popular and effective technique for creating aluminum components that satisfy industrial requirements and high quality standards is high-pressure aluminum die casting. Because of its capacity to create intricate forms and preserve dimensional precision, it is essential to the production of many goods in a variety of industries.
Conclusion:
High-pressure aluminum die casting is a sophisticated and efficient manufacturing process that has revolutionized the production of complex aluminum components. Its ability to achieve high precision, cost-effectiveness, and versatility makes it a preferred choice across diverse industries, driving innovation and advancements in product design and manufacturing. As technology continues to evolve, high-pressure aluminum die casting is likely to play a crucial role in shaping the future of manufacturing.
What are 3 limitations of high pressure die casting?
High-pressure die casting (HPDC) has several drawbacks in addition to its numerous benefits. The following three main restrictions apply to high-pressure die casting:
Costs of tooling:
For high-pressure die casting, the initial tooling costs might be somewhat substantial. It takes a lot of money to create the molds, or die tooling, that are used to shape and form the molten metal. The complexity and expense of their manufacturing are increased by the molds’ need to endure high pressures and temperatures. Tooling expenses may be a big issue, especially when developing prototypes or limited production runs.
Limited Choice of Alloys:
Alloys that exhibit excellent fluidity and castability at elevated temperatures are often suitable candidates for high-pressure die casting. Due to their advantageous qualities, aluminum and zinc are often employed in HPDC; nevertheless, certain alloys that have poor castability or are prone to porosity at high pressures may not be as well suited for the process. Certain specific alloys could require different casting techniques or adjustments to the process parameters.
Limitations on Part Size:
Smaller to medium-sized components are often better suited for high-pressure die casting. The size and weight of the pieces that can be produced efficiently may be restricted by the machinery and equipment employed in the process. It might be difficult to cast larger, heavier components using high-pressure die casting methods. Other casting techniques, including sand casting or low-pressure die casting, can be better suited for bigger pieces.
It’s crucial to remember that high-pressure die casting is still appropriate for many applications despite these drawbacks. The method is still very useful for producing a variety of components, especially those that need to be produced in huge numbers with a high degree of accuracy and complexity. However, while choosing a casting technique for a particular project, designers and manufacturers should carefully analyze these limits and assess if high-pressure die casting fits with their needs and limitations.
What are the pressures for die casting?
Die casting is a process that creates intricate and precise objects by forcing molten metal under great pressure into a mold chamber. One important factor influencing the speed, integrity, and quality of the casting process is the pressure applied during the die casting process. The material being cast, the size and complexity of the component, and the particular die casting technique (e.g., high-pressure die casting or low-pressure die casting) may all affect the required pressure. The following are typical pressure ranges for several die casting types:
High-Pressure Die Casting (HPDC):
The pressure range often used in high-pressure die casting is 10,000 to 30,000 psi (70 to 200 MPa).
During the injection step, considerable pressure is used to guarantee that the molten metal fills the mold cavity fully and quickly.
Low-Pressure Die Casting (LPDC):
In contrast to high-pressure die casting, low-pressure die casting employs lower pressures.
Generally speaking, pressures in LPDC vary from a few hundred to a few thousand psi (or from 0.07 to 3 MPa).
Throughout the casting process, the lower pressure is maintained, enabling a slower, more deliberate fill of the mold.
Gravity Die Casting:
Melted metal is poured into the mold using gravity in gravity die casting, rather than using a lot of external pressure.
The height at which the molten metal is poured determines the pressure in gravity die casting, which is much lower than in high-pressure die casting.
It’s crucial to remember that the precise pressure needs might change depending on the alloy being cast, the part’s design, and the casting apparatus used. In order to achieve full mold filling, reduce errors, and guarantee the manufacture of castings of superior quality, pressure is an essential element.
The pressure numbers shown here are just suggestions; the actual pressures used in die casting may vary according to the particular needs of the project and the equipment’s capacity. In order to achieve the intended outcomes, casting process optimization requires careful consideration of these characteristics by designers and manufacturers.
Why does high pressure die casting?
For the manufacturing of intricate metal components, high-pressure die casting (HPDC) is used for a number of reasons, chief among them being the benefits it provides in terms of effectiveness, accuracy, and affordability. Here are several main justifications for the widespread usage of high-pressure die casting:
Quick Production:
High-pressure die casting makes it possible to produce intricate pieces quickly and precisely in huge numbers.
The method allows for quick cycle times, which makes it appropriate for large-scale production.
intricate geometries:
For casting complicated, detailed forms with precise features, HPDC is a good fit.
High pressure is used throughout the casting process to guarantee that molten metal fills complex mold cavities, resulting in components with fine details and tight tolerances.
Dimensional Precision:
Excellent dimensional precision and reproducibility are the outcome of maintaining a high pressure during the whole solidification process.
High-pressure die-casting components usually don’t need much further machining.
Slender Walled Areas:
Lightweight components and thin-walled sections may be produced using high-pressure die casting without compromising structural integrity.
Because of this, the procedure may be used in situations when losing weight is essential.
Superior Material Integrity:
The cast pieces’ material integrity is improved and porosity is reduced thanks to the high pressure.
Better mechanical qualities, such increased strength and enhanced surface polish, are the outcome of this.
Economical for Large Volumes:
Large production runs make high-pressure die casting cost-effective, despite the potentially expensive initial tooling costs.
The low amount of post-casting machining and high production rates add to the overall cost effectiveness.
Versatility of Alloy:
High-pressure die casting is a flexible process that works with a variety of alloys, the most popular ones being zinc and aluminum.
This makes it possible to choose materials with flexibility in accordance with certain performance criteria.
Diminished Waste:
Reduced scrap and material waste are a result of the die casting process’s great accuracy and control.
The need for extra material reduction is reduced when near-net-shape components may be produced.
Even though high-pressure die casting has several benefits, it’s important to take the particular needs of a given application into account. When selecting the best casting technique, consideration should be given to elements including component size, complexity, production volume, and material qualities.
What type of aluminum is used for die casting?
Good mechanical qualities, outstanding castability, and resistance to the high pressures and temperatures needed in the die casting process define aluminum alloys that are often used in die casting. The following aluminum alloys are most often used in die casting:
1. Aluminum Alloy 380 (A380):
One of the most popular alloys of aluminum for die casting is A380.
It has excellent machining and casting qualities.
Because of its exceptional fluidity, the A380 is a good choice for manufacturing intricate components with thin walls.
2. Aluminum Alloy 383 (A383):
A383 and A380 are comparable, while A383 has better resistance to heat cracking.
It is very useful for die casting complex components because of its increased fluidity.
3. Aluminum Alloy 360 (A360):
High strength, superior resistance to corrosion, and exceptional pressure tightness are attributes of A360.
It is often used for items that need to be machined as well as cast.
4. Aluminum Alloy 413 (A413):
Excellent fluidity and pressure tightness are provided by A413.
It is often applied to components that need to be very durable and resistant to corrosion.
5.Aluminum Alloy 390 (A390):
Excellent corrosion resistance and pressure tightness are two of A390’s best qualities.
It is often used in applications needing high-performance qualities, such as automobile components.
6. Aluminum Alloy 356 (A356):
The popular aluminum-silicon alloy A356 is renowned for its excellent casting qualities and thermal treatability.
It provides an excellent balance of corrosion resistance, ductility, and strength.
7. Aluminum Alloy 319 (A319):
When applications call for more fluidity and pressure tightness than some other alloys, A319 is often used.
The requirements of the application, which include elements like mechanical qualities, corrosion resistance, thermal conductivity, and economic considerations, determine which particular aluminum alloy is best for die casting. Depending on how these qualities need to be balanced for a given part or application, several alloys may be used. It’s also important to remember that new aluminum alloys may eventually be used in die casting applications as a result of developments in die casting technology and alloy development.
What is the difference between die casting and high pressure die casting?
Although die casting and high-pressure die casting are similar techniques, they are often used synonymously. There is a little difference between the two, however. Let’s explain the distinction:
Die Casting:
Definition: The technique of pumping molten metal into a mold, or die, to create a particular form or component is known as die casting.
Alternatives: Depending on the pressure used during the casting process, die casting may be roughly divided into several categories. These variations include gravity die casting, low-pressure die casting, and high-pressure die casting.
Pressure Range: Generally speaking, die casting may entail a variety of pressures. There are variations for both high and low pressures.
High-Pressure Die Casting (HPDC):
Definition: The method of die casting in which molten metal is pumped into a mold at high pressures is known as high-pressure die casting.
Features: During the injection phase of an HPDC, pressures usually vary from 10,000 to 30,000 psi (70 to 200 MPa).
Benefits: HPDC is renowned for its quick turnaround times on intricate, high-precision products with superior surface polish and dimensional accuracy.
Materials: often used for alloys made of zinc and aluminum.
To sum up, not all die casting is high-pressure die casting; nonetheless, all die casting is die casting. The phrase “die casting” refers to a group of procedures that include the injection of molten metal into a mold, sometimes at different pressures. High-pressure die casting is a subclass of die casting that focuses on using high injection pressures to obtain certain benefits including high material integrity, quick manufacturing, and complex component geometries.





